
当前位置:首页 > 产品中心












































非球面铣磨成型设备
.jpg)
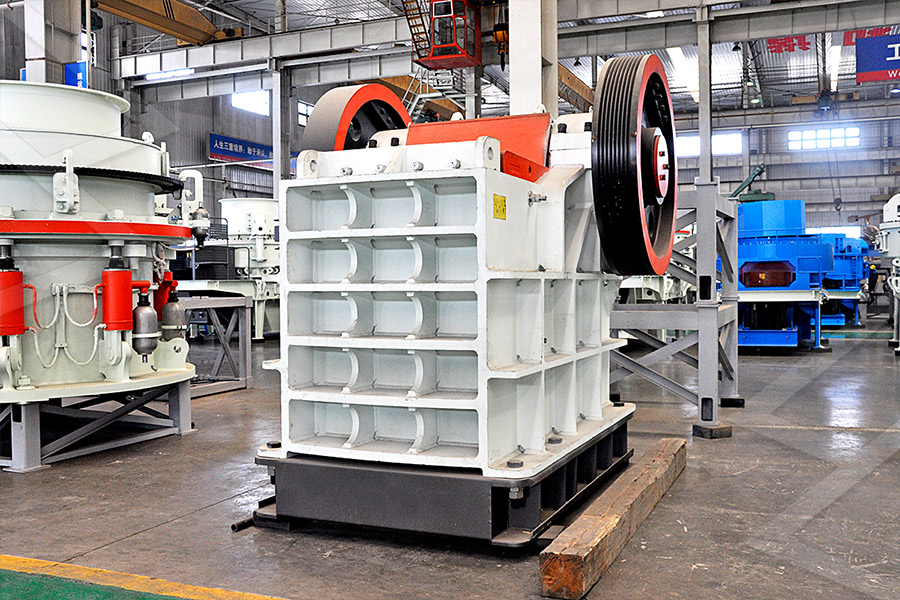
精密光学非球面铣磨机—长光卫星技术股份有限公司
2017年11月10日 精密光学非球面铣磨机主要用于对光学元件毛坯进行铣磨加工,实现光学元件根据设计要求加工成形,主要确定包括曲率半径、口径、厚度等参数指标,同时保证元件表面面形精度、粗糙度符合下一道工 2008年9月11日 通过非球面铣磨,抛光完成非球面加工,仍是现在主 要的加工方法,而且主要工作量逐渐改变传统手工的 模式,向数控的方向转变; 该技术发展的历史比较长,成 高精度光学非球面加工公司主要产品包括精密磨床、小磨头研抛机、磁流变抛光机、离子束抛光机等全系列全尺寸的高端数控光学制造装备,囊括整条光学制造工艺链,并为客户提供生产工艺支持。AGM系列精密铣磨机产品中心朗信(苏州)精密光学有限公司2023年5月19日 SCG100铣磨机可以加工200mm内的非球面,设备带有4个工具主轴(2个杯型磨轮主轴、2个蝶形磨轮主轴),一次装夹完成球面或非球面的全部磨削加工,同时还 SCG 100 非球面铣磨机 2023展位号:3D62 CIOE中国光博会

SPM/SPS200 Satisloh
2019年8月20日 使用水平轴进行非球面和自由曲面铣磨 自适应抛光工具(ADAPT),采用双刀具轴(2步抛光) 特性 + 优点 灵活 模块化机器设计,满足您的具体需求 一机多能:加工球 2015年9月7日 针对Φ762mm非球面透镜,对铣磨成型工艺、抛光工艺、抛光设备等相关工艺参数进行了研究,采用弹性 模预抛光与小磨头修正抛光相结合的两步研抛法对零件表 非球面数控加工技术研究 Researching超精密数控非球面磨床是针对非球面玻璃和树脂类材质非球面镜片或镜片模具成型磨削研制开发的专用机床。 此机床配以我司自主开发的加工程序,是镜片加工企业的最优选择。非球面磨床加工 工艺 北京海普瑞森超精密技术有限公司2009年4月22日 采 用计算机控制光学表面成形技术,研制了国内台自由曲面数控铣磨机和台中小口径非球面数控抛光机; 我们解决了离轴抛物面镜的单件加工技术,此技 光学非球面加工和检测技术

非球面数控加工技术研究 百度学术
针对Φ762 mm非球面透镜,对铣磨成型工艺、抛光工艺、抛光设备等相关工艺参数进行了研究,采用弹性模预抛光与小磨头修正抛光相结合的两步研抛法对零件表面快速抛光,给出了一 非球面的铣磨原理与球面铣磨有很大的差别,非球面的铣磨采用的是金刚石单点车削方法实现的。 该技术由美国国防科研机构于60年代率先开发、80年代得以推广应用的非球面光学 非球面加工技术 百度文库2023年12月4日 针对范成法铣磨工艺,国内多家单位对其开展研究,高必烈等人在传统范成法基础上进行扩展和改进[67],加工出大口径凹凸非球面;宣斌提出了一种利用非数控设备成形扁椭球面的范成法铣磨方法[8];陈曦等人使用五轴联动机床范成法铣磨离轴凹面非球 子孔径范成法铣磨半球及超半球光学整流罩参考网针对Φ762 mm非球面透镜,对铣磨成型工艺、抛光工艺、抛光设备等相关工艺参数进行了研究,采用弹性模预抛光与小磨头修正抛光相结合的两步研抛法对零件表面快速抛光,给出了一套规范的非球面数控加工工艺,并对影响因素进行了分析。非球面数控加工技术研究 百度学术
.jpg)
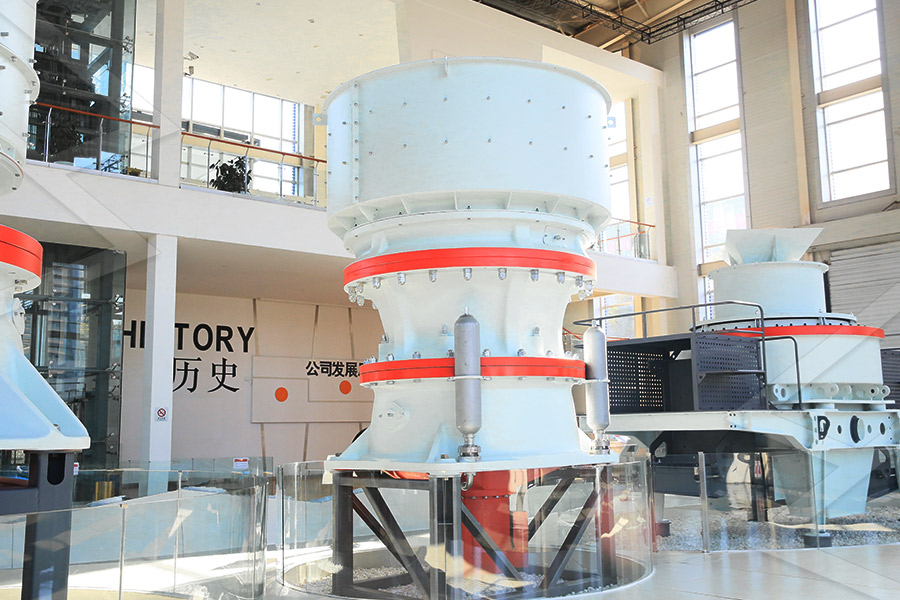
ZF6重火石玻璃非球面数控加工技术的研究 百度学术
摘要: 由于重火石玻璃的密度很大,材 料较软,在数控加工过程中难以控制材料的去除量现主要针对Φ62mm ZF6非球面凸透镜,对铣磨成型工艺,抛光工艺,抛光设备及抛光液等相关工艺参数进行了研究,采用弹性模预抛光与小抛头修正抛光相结合的两步研抛法对零件 表面快速抛光,给出了一套规范的ZF6玻璃非 通过非球面铣磨,抛光完成非球面加工,仍是现在主 要的加工方法,而且主要工作量逐渐改变传统手工的 模式,向数控的方向转变; 该技术发展的历史比较长,成熟的设备较为全面,如 德国Satisloh, Schneider公司和Optotech等公司推 出不同类型的铣磨和抛光高精度光学非球面加工百度文库2017年11月10日 精密光学非球面铣磨机主要用于对光学元件毛坯进行铣磨加工,实现光学元件根据设计要求加工成形,主要确定包括曲率半径、口径、厚度等参数指标,同时保证元件表面面形精度、粗糙度符合下一道工序的输入要求。 公司引进了德国OptoTech公司 精密光学非球面铣磨机—长光卫星技术股份有限公司研磨抛光非球面方式和设备 非球面研磨抛光方法是非球面加工最基本的方法 (传统的方法):把零件研磨成最接近球面 该方法主 要包括传统的研磨抛光法、单点金刚石车削和磨削、计算 机控制铣磨成形和研磨抛光,根据抛光介质的不同又可分 为小 非球面加工工艺 百度文库

精密光学非球面铣磨机—长光卫星技术股份有限公司
2017年11月10日 精密光学非球面铣磨机主要用于对光学元件毛坯进行铣磨加工,实现光学元件根据设计要求加工成形,主要确定包括曲率半径、口径、厚度等参数指标,同时保证元件表面面形精度、粗糙度符合下一道工序的输入要求。 公司引进了德国OptoTech公司 非球面光学零件的加工可简单分为铣磨成型和精密抛光两个阶段。阶段,铣磨成型。 目前实验室非球面铣磨采用德国LOH公司的设备,该设备精度高,细磨后,面形精度可达1um,粗糙度RMS小于200nm 非球面加工技术 非球面加工技术 百度文库研磨抛光非球面方式和设备 非球面研磨抛光方法是非球面加工最基本的方法 (传统的方法):把零件研磨成最接近球面的形状 £非球面抛光 抛光磨具、二次非球面的研磨抛光要点 第14页,共21页。 数控研磨抛光技术 精磨磨具 单块静磨磨 具非球面加工工艺(共21张PPT) 百度文库2012年11月29日 在 DMG 数控铣磨中心上以表 4 所示工艺参数对 SiC 陶瓷工件进行非球面磨削加工,图 8a、图 8b 分别为磨削后的 SiC 陶瓷非球面器件实物以及 PGI1240 轮廓仪实际测得的非球面面形误差,从图 9 中可以看出表面粗糙度值 R a 为 05150 μ m,非球面面形 4SiC陶瓷非球面磨削工艺实验研究技术磨料磨具网磨料磨

高精度非回转对称非球面加工方法研究
2016年5月20日 系统的需要,非球面参数的选择多种多样。系统 中大量采用了三次非球面,通过波前编码技术实 现对景深的延拓[3],而非回转对称非球面的加工 更为困难。非球面元件需要经过车削、磨削及研磨等方 式成型,这些加工方法会在其表面留有车痕、磨痕2013年5月3日 现主要针对qr)62mmZF6非球面凸透镜,对铣磨成型 工艺、抛光工艺、抛光设备及抛光液等相关工艺参数进行了研究,采用弹性模预抛光与小抛头修正抛光相结合的两步研抛法对零件表面快速抛光,给出了一套规范的ZF6玻璃非球面的数控加工工艺 ZF6重火石玻璃非球面数控加工技术的研究 道客巴巴2014年6月1日 国内非球面磨削设备研制现状我国非球面镜的制造技术起步较晚,目前,国内 相关大学和研究所都在进行非球面镜的研究工作,并 取得了一定的研究成果,例如:中科院长春光学精密 机械与物理研究所应用光学国家重点实验室研制的 FsGJI,集铣磨成形,磨边,精密抛光和非球面磨削加工设备现状与发展趋势 豆丁网2022年12月2日 对离轴非球面进行铣磨 加工,结合计算机控制光学表 面成型(Computer Controlled Optical Surfacing,CCOS ) 技 要实现光学零件的快速成型,采用大粒度固着磨 粒砂 轮、大进给量、大切削深度的加工策略完成材料的快 速去除[7]。精磨阶段主要实现高质 高次离轴凸非球面反射镜组合加工 CIOMP
.jpg)
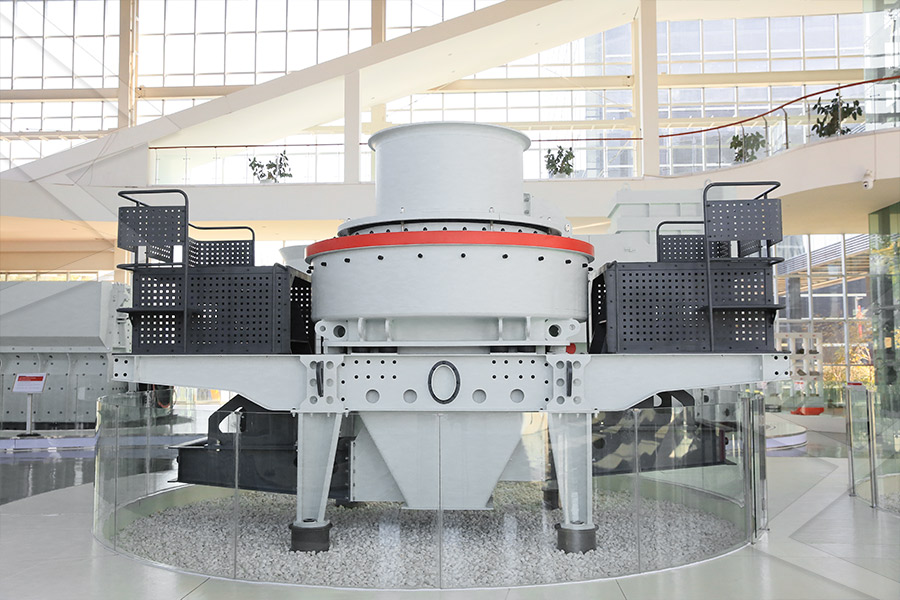
基于形性控制的大口径离轴非球面高精度磨削 Researching
2023年9月26日 式中:、、表示离轴非球面的面形坐标;离轴量 L=700 mm;c为非球面顶点曲率, ;顶点曲率 半径R0=9 000 mm;k为非球面系数, 。如图1所示,大口径离轴非球面的高形性精度磨 削需多项工艺环节相互迭代,每项环节分别实现不同 的精度收敛目标。2024年5月27日 利用非数控设备成形扁椭球面的范成法铣磨方 法[8];陈曦等人使用五轴联动机床范成法铣磨离轴 凹面非球面[9]。针对半球及超半球零件范成法成 型,目前尚未有相关工程实例报道,因此研究一种 高效、高面形一致性、高表面质量的铣磨加工方法 非常必要。子孔径范成法铣磨半球及超半球光学整流罩 叶斯哲 王朋 张昊 2014年9月9日 因此,本文根据数控铣 磨非球面的面形修正原理,采用LOHdatacorrect软件对抛光非球面进行计算并且对其面形误差进行补 偿。2 抛光技术要求 抛光非球面工艺实验使用的抛光设备为德国Satisloh公司生产的SPS1402SL2精密抛光机,检测设 备使用数控抛光非球面面形误差补偿技术研究 Researching朗信(苏州)精密光学有限公司主要致力于超精密光学元件加工设备的研发、生产和销售。公司主要产品包括精密磨床、小磨头研抛机、磁流变抛光机、离子束抛光机等全系列全尺寸的高端数控光学制造装备,囊括整条光学制造工艺链,并为客户提供生产工艺支持。AGM系列精密铣磨机产品中心朗信(苏州)精密光学有限公司
.jpg)
非球面加工工艺(共21张PPT) 百度文库
该方法主要包 括传统的研磨抛光法、单点金刚石车削和磨削、计算机控制铣磨成形 研磨抛光非球面方式和设备 非球面研磨抛光方法是非球面加工最基本的方法 (传统的方法):把零件研磨成最接近球面的形状 用机器或手工继续局部研磨或抛光 2020年9月18日 其他制造技术一般需要一款特别的模具,而每款透镜均具有其独特的模具,但是数控铣磨和抛光却使用标准工具,因此能成为原型制造以及低量生产应用的首要选择。 四、福特科的非球面光学元件 福特科的 浅析—非球面光学 Foctek2005年10月18日 本实用新型涉及非球面玻璃镜片及其他材料非球面镜零件加工领域中的数控非球面铣磨机。现有技术中存在的问题:国内现有的非球面加工技术存在加工速度慢、精度差、零件互换性差、生产成本高、无法大批量生产等问题。本实用新型的目的是研制一种非球面零件加工领域中的数控非球面铣磨机。CNY 直立高速磨头数控非球面铣磨机 Google Patents摘要: 非球面光学零件具有校正像差,改善像质,扩大视场和增大作用距离的优点,同时还能够减轻系统重量,减小占用空间,因此在现代光学系统中具有广泛的应用随着光学系统性能要求的不断增长,对非球面光学零件口径,相对口径,加工精度,轻量化程度,加工效率和生产成本等方面都提出了更高的要求 大中型非球面计算机控制研抛工艺方法研究 百度学术
.jpg)
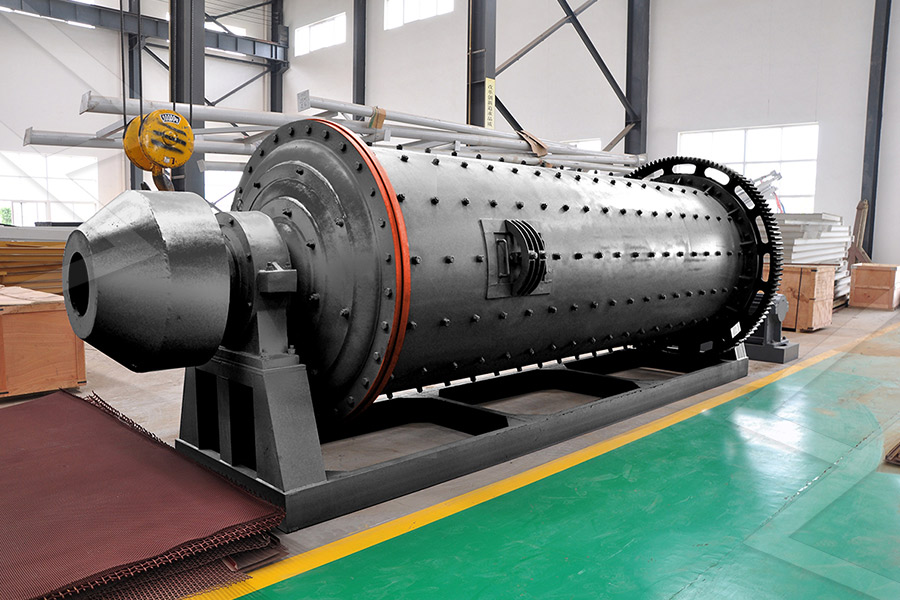
基础知识分享:非球面光学元件抛光
2021年6月4日 3 非球面的制造工艺 目前用于非球面光学元件的加工方法主要有: 1) 表面材料去除法:数控铣磨抛光成型法、离子束抛光法、磁流变抛光法、液体喷射抛光法等; 2) 改变材料形状法:玻璃热压成型法、注塑成型法、热沉降和固化成型法等;2017年4月7日 一种大型口径离轴非球面透镜的铣磨加工方法,通过设计带角度的夹具装置,将待加工离轴非球面透镜沿其子午方向倾斜一定角度摆放在机床转台中心,降低待加工离轴非球面透镜的矢高变化率,在铣磨待加工离轴非球面透镜毛坯成最接近拟合球面的基础上,继续按照设计的离轴非球面透镜参数铣磨 大型口径离轴非球面透镜的铣磨加工方法技术,非球面透镜 2020年6月16日 本课题组具有先进的数控铣磨中心、激光定心磨边机以及高精度数控雕刻中心等成形加工设备,可以定制化研制特殊复杂形貌的如复合曲面、柱面非球面及离轴非球面等功能型光学器件。柱面非球面实物图及测试数据自由曲面超精密加工技术化学激光先进精密光学技术研究组2018年8月30日 传统的大口径非球面元件加工方法为’ 通过铣 磨成形!散粒研磨及抛光加工出最接近球面"再利用 手工修抛或数控机床由球面加工出非球面$ 这种基 于先抛光加工球面" 再由球面加工到非球面的方式 具有明显的加工局限性"比如非球面度?球面与非球高精度离轴非球面透镜的制造与检测
.jpg)
非球面加工与检测 百度文库
德国SatisLoh公司设备 铣磨后的精度可达到1 um 16 二、非球面加工 非球面数控铣磨 杯形磨轮 碟形磨轮 17 二、非球面加工 单点金刚石车削技术 加工的材料主要有:有色金属、塑料和红外光学晶体 等。 采用特殊刀具和工艺也可加工玻璃、钛、钨等材料。摘要: 非球面光学元件以其优越的光学性能,紧凑的结构正越来越多的应用于精密光学仪器中,这就要求非球面制造过程能够实现快速批量生产数控技术已经能够实现光学非球面元件的精密快速铣磨成型,然而,非球面抛光仍是影响非球面加工效率和精度的主要因素一种高效非球面研抛法的研究 百度学术2023年8月4日 法线方向一致,适合于加工陡度较大的非球面。该加工中心的这些运动功能确保了离轴非球面的研磨、研磨 阶段的在线检测以及抛光能顺利实现。具体的加工流程如图2所示。首先需要对非球面进行铣磨成型加工,在精密成型阶段将采用DMG数大口径离轴碳化硅非球面反射镜加工与检测技术研究 阿里巴巴铣磨机镜片精磨设备光学数控抛光机大口径镜片铣磨机K9玻璃非球面,光学加工机械,这里云集了众多的供应商,采购商,制造商。这是铣磨机镜片精磨设备光学数控抛光机大口径镜片铣磨机K9玻璃非球面的详细页面。订货号:光学数控铣磨机,品牌:YUANCH,型号:YCG180铣磨机,货号:YCG180,规格 铣磨机镜片精磨设备光学数控抛光机大口径镜片铣磨机K9

光学零件工艺 第8章 铣磨 百度文库
光学零件工艺 第8章 铣磨第二节 磨外圆工艺 1、手工磨外圆 2、机器磨外圆 外圆磨床加工外圆 外圆铣磨机加工外圆外圆铣磨机采用光学筒形砂轮,磨削时, 砂轮与工件旋转轴形成某一角度,一般为30度, 使一次磨削量增大。2020年6月3日 在光学系统中使用非球面可以有效校正像差,改善像质,进而简化系统结构;并且增大系统口径可以从根本上提高系统的分辨本领,因此在基础科学研究、天文学宇宙探测以及国防安全等领域都对大口径非 大口径光学非球面镜先进制造技术概述 OE Journal精磨修正成形 全径口抛光修正成形 非球面表面和最接近比较球面在沿光轴方向上的最 大偏差值, 。 max 研磨抛光法加工非球面除了考虑最大非球面外,还 要和具体的设备相关,一般专门非球面加工设备有仿 形成机床,采用这种设备加工非球面称为仿形成形法。非球面加工工艺(共21张PPT) 百度文库其实质是在最接近球面的基础上附加一层与非球面度和折射率相匹配的薄层材料。其特点工件的一致性好,对设备要求不高,灵活性好。适合于中小批量和反射元件的生产。但由于附加层须与基底材料具有匹配性限制了应用。 非球面加工方法及设备 1JRCODE非球面加工技术及原理

光学零件加工的现状及发展技术
2019年3月28日 他们的数控加工技术不仅涵盖了从平面、棱镜、球面到非球面等各种面型的铣磨成型、抛光技术,以及配套的高精度检测技术,加工尺寸及检测范围从Φ1~800mm。在非球面的加工方面尤为突出,利用先进的技工工艺可轻松完成高精度非球面的加工。2008年9月11日 通过非球面铣磨,抛光完成非球面加工,仍是现在主 要的加工方法,而且主要工作量逐渐改变传统手工的 模式,向数控的方向转变; 该技术发展的历史比较长,成熟的设备较为全面,如 德国Satisloh,Schneider公司和Optotech等公司推 出不同类型的铣 高精度光学非球面加工 2015年11月6日 盘形砂轮铣磨非球面原理如图1所工艺系统误差又分为几何误差、受力变形误差、热变示,非球面铣磨过程中,砂轮轴线与工件轴线垂直,形误差和残余应力误差。文中铣磨非球面的工艺系统砂轮与工件的接触点和工件轴线必须在同一平面内。数控铣磨非球面面形误差补偿技术研究 豆丁网2 非球面铣磨 阶段的面形测量 A、轮廓仪法 对于旋转对称的非球面元件,采用接触式轮廓仪做测试,可以获得亚微米量级的面形测试精度,其中,以英国Taylor Hobson公司生产的轮廓仪应用最为广泛。设备图片如下图所示 非球面光学元件—面形测量方法 旭为光电

一种非球面光学透镜精磨自适应补偿方法及其装置【掌桥专利】
2024年5月31日 非球面铣磨 和抛光主要的加工步骤是:粗磨成型→精磨→补偿磨削→粗抛→精抛,其中,补偿磨削是根据预磨削曲线对光学透镜的面型进行补偿精磨,提高面型精度,为后续的抛光提供便利。具体地,采用在位检测装置对工件的面型形状精度进行 2023年12月4日 针对范成法铣磨工艺,国内多家单位对其开展研究,高必烈等人在传统范成法基础上进行扩展和改进[67],加工出大口径凹凸非球面;宣斌提出了一种利用非数控设备成形扁椭球面的范成法铣磨方法[8];陈曦等人使用五轴联动机床范成法铣磨离轴凹面非球 子孔径范成法铣磨半球及超半球光学整流罩参考网针对Φ762 mm非球面透镜,对铣磨成型工艺、抛光工艺、抛光设备等相关工艺参数进行了研究,采用弹性模预抛光与小磨头修正抛光相结合的两步研抛法对零件表面快速抛光,给出了一套规范的非球面数控加工工艺,并对影响因素进行了分析。非球面数控加工技术研究 百度学术摘要: 由于重火石玻璃的密度很大,材 料较软,在数控加工过程中难以控制材料的去除量现主要针对Φ62mm ZF6非球面凸透镜,对铣磨成型工艺,抛光工艺,抛光设备及抛光液等相关工艺参数进行了研究,采用弹性模预抛光与小抛头修正抛光相结合的两步研抛法对零件 表面快速抛光,给出了一套规范的ZF6玻璃非 ZF6重火石玻璃非球面数控加工技术的研究 百度学术
.jpg)
高精度光学非球面加工百度文库
通过非球面铣磨,抛光完成非球面加工,仍是现在主 要的加工方法,而且主要工作量逐渐改变传统手工的 模式,向数控的方向转变; 该技术发展的历史比较长,成熟的设备较为全面,如 德国Satisloh, Schneider公司和Optotech等公司推 出不同类型的铣磨和抛光2017年11月10日 精密光学非球面铣磨机主要用于对光学元件毛坯进行铣磨加工,实现光学元件根据设计要求加工成形,主要确定包括曲率半径、口径、厚度等参数指标,同时保证元件表面面形精度、粗糙度符合下一道工序的输入要求。 公司引进了德国OptoTech公司 精密光学非球面铣磨机—长光卫星技术股份有限公司研磨抛光非球面方式和设备 非球面研磨抛光方法是非球面加工最基本的方法 (传统的方法):把零件研磨成最接近球面 该方法主 要包括传统的研磨抛光法、单点金刚石车削和磨削、计算 机控制铣磨成形和研磨抛光,根据抛光介质的不同又可分 为小 非球面加工工艺 百度文库2017年11月10日 精密光学非球面铣磨机主要用于对光学元件毛坯进行铣磨加工,实现光学元件根据设计要求加工成形,主要确定包括曲率半径、口径、厚度等参数指标,同时保证元件表面面形精度、粗糙度符合下一道工序的输入要求。 公司引进了德国OptoTech公司 精密光学非球面铣磨机—长光卫星技术股份有限公司
.jpg)
非球面加工技术 百度文库
非球面光学零件的加工可简单分为铣磨成型和精密抛光两个阶段。阶段,铣磨成型。 目前实验室非球面铣磨采用德国LOH公司的设备,该设备精度高,细磨后,面形精度可达1um,粗糙度RMS小于200nm 非球面加工技术 研磨抛光非球面方式和设备 非球面研磨抛光方法是非球面加工最基本的方法 (传统的方法):把零件研磨成最接近球面的形状 £非球面抛光 抛光磨具、二次非球面的研磨抛光要点 第14页,共21页。 数控研磨抛光技术 精磨磨具 单块静磨磨 具非球面加工工艺(共21张PPT) 百度文库2012年11月29日 在 DMG 数控铣磨中心上以表 4 所示工艺参数对 SiC 陶瓷工件进行非球面磨削加工,图 8a、图 8b 分别为磨削后的 SiC 陶瓷非球面器件实物以及 PGI1240 轮廓仪实际测得的非球面面形误差,从图 9 中可以看出表面粗糙度值 R a 为 05150 μ m,非球面面形 4SiC陶瓷非球面磨削工艺实验研究技术磨料磨具网磨料磨